-

- 重慶仁邦鋼材有限公司
-
13627669076
13627669076
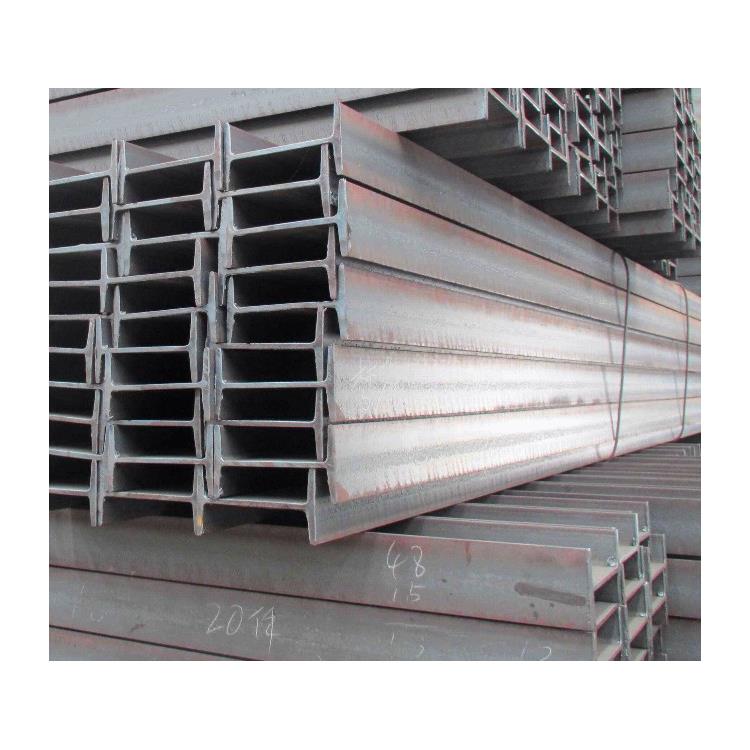
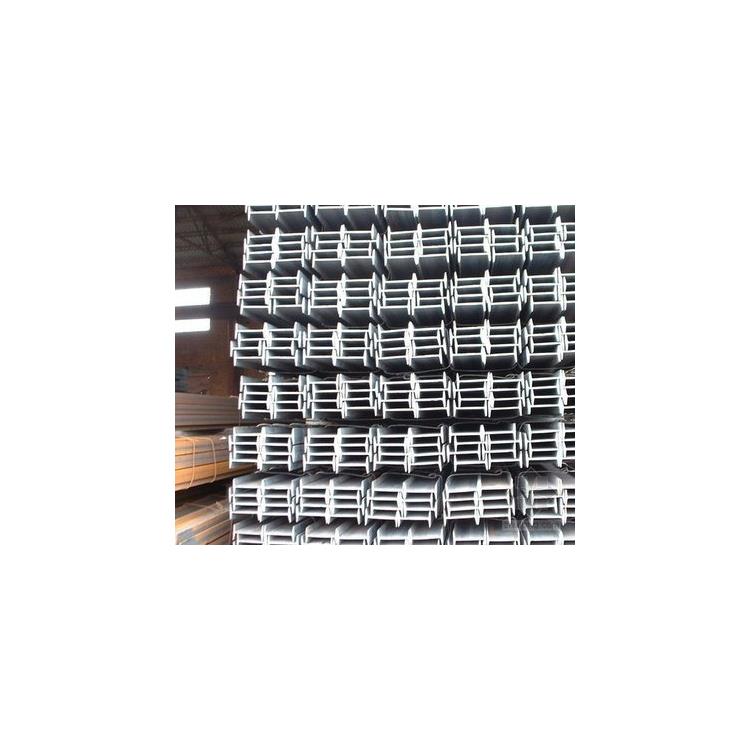


產(chǎn)品描述



產(chǎn)品推薦
您是第9066917位訪客
版權(quán)所有 ©2026-05-01 渝ICP備2024030787號-2
重慶仁邦鋼材有限公司 保留所有權(quán)利.
手機網(wǎng)站

微信號碼
地址:重慶市 大渡口區(qū) 伏牛大道1909號A104
聯(lián)系人:李經(jīng)理先生(經(jīng)理)
微信帳號:A-13627669076